Thermomètre de Bain Électronique
Projet Technique - BUT GEII 1
L'objectif de ce projet était de réaliser une carte électronique complète. On suivi un protocole que l'on a ecrit nous-meme décomposé en 8 étapes de fabrication, de l'impression des plans jusqu'au contrôle final realiser sur 19 seances de cours.
Retour aux projetsConsignes et Cahier des charges
Nous avions un cahier des charges basé sur la demande du client qu'on devait respecter tout au long de ce projet.
Documentation Technique
Pour assurer la traçabilité et la qualité du projet, plusieurs dossiers techniques ont été complétés tout au long du processus. Vous pouvez les consulter ci-dessous :
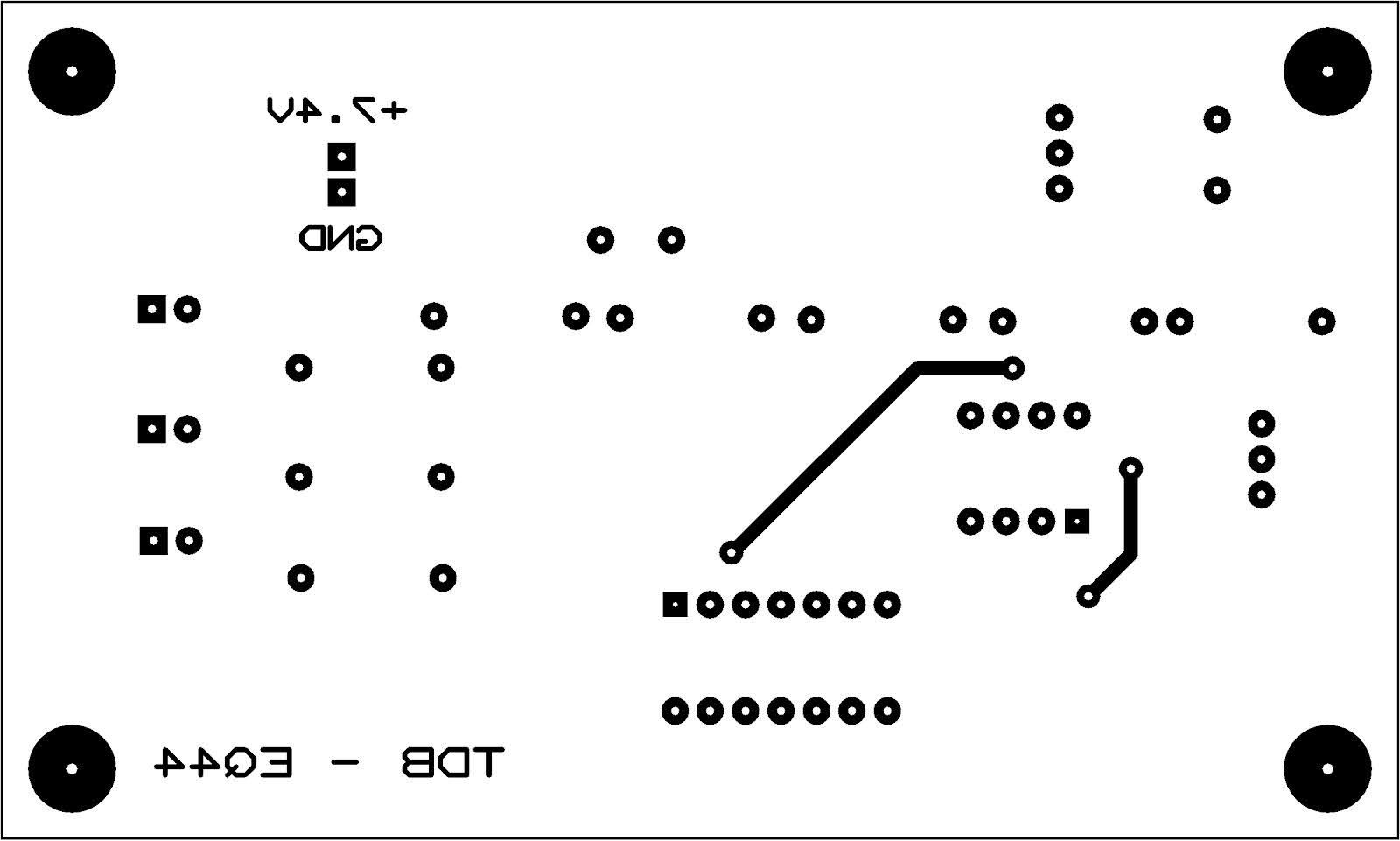
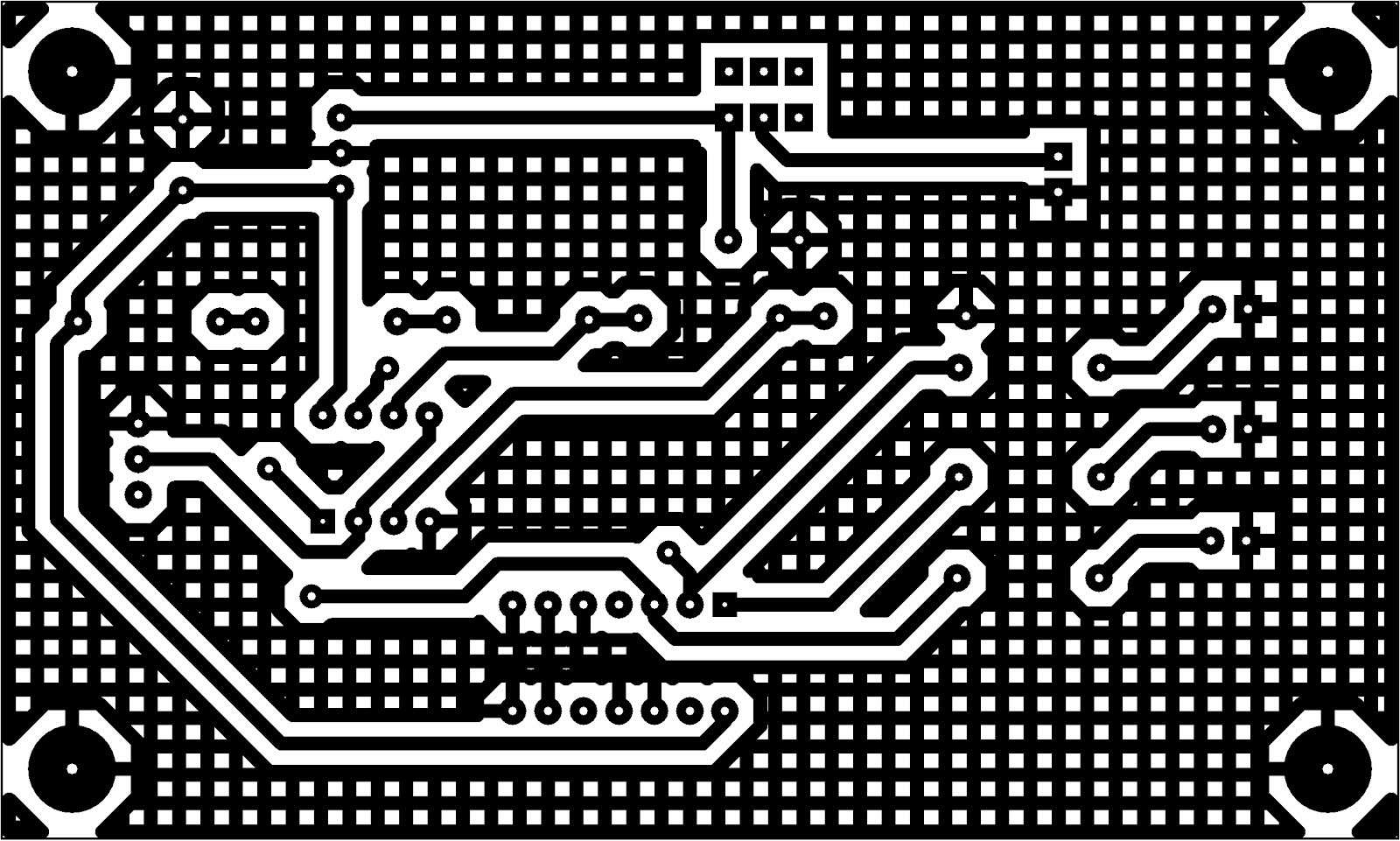
1. Impression des Typons et Plans
Avant la production, la préparation documentaire est cruciale. Nous avons besoin de deux typons superposés pour une opacité optimale.
- Bottom Copper : Imprimé en normal (échelle 100%).
- Top Copper : Imprimé en miroir (échelle 100%).
Les deux typons sont scotchés ensemble sur une vitre pour garantir un alignement parfait.

Étape d'insolation en salle jaune
2. Phase Insolation
Le circuit imprimé photosensible est placé dans le typon puis inséré dans la machine à insoler sous vide.
Après l'exposition UV, le circuit passe dans le révélateur (péroxide) pendant environ 15 secondes, puis est rincé à l'eau sans être séché.
3. Phase Oxydoréduction (Gravure)
Nous utilisons une machine de gravure réglée sur une vitesse de 30. Ce bain chimique dissout le cuivre non protégé par le film photochimique.
Le cycle dure environ 5 à 6 minutes. Si du cuivre persiste, un second passage à vitesse plus rapide (80) est effectué.

La machine de gravure Bungard
4. Insolation de nettoyage
On replace le circuit dans l'insoleuse sans typon pour "brûler" le reste du film protecteur. Après un dernier passage au révélateur et nettoyage, le cuivre est nu.
5. Les Tests
Vérification à l'ohmmètre :
- Continuité : Ça doit biper sur la piste.
- Micro-contacts : Ça ne doit PAS biper entre deux pistes voisines.
6. Perçage
Étape de précision réalisée sur perceuse à colonne. On se réfère au plan de perçage (ARES Drill Plot).
- Choix du foret : Mesuré au pied à coulisse.
- Installation : Serrage "dent sur dent" dans le mandrin.
- Sécurité : Réglage de la hauteur à 1-2 cm de la surface.

Perçage minutieux des pastilles
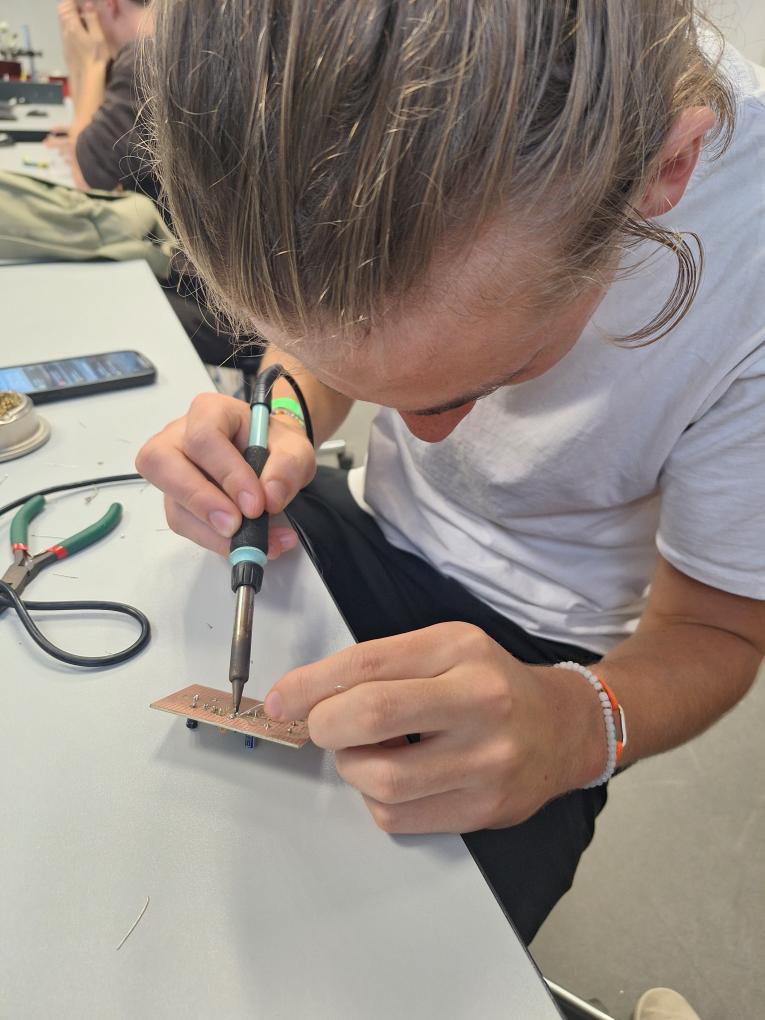
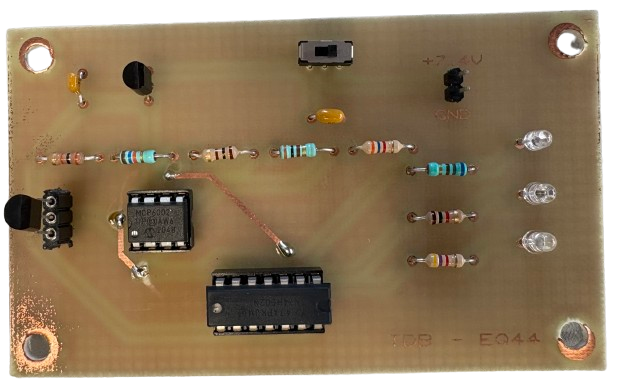
Soudure des composants traversants
7. Soudure
Fer réglé à 380°C. L'ordre de montage est strict : des composants les plus bas vers les plus hauts (Vias > Résistances > Supports > Condensateurs).
La technique :
Le fer doit chauffer la pastille et la broche simultanément (3s), puis on apporte l'étain (2s) pour
former un cône parfait à 45°.
8. Contrôle Final
Avant la mise sous tension, une inspection visuelle (sens des composants, valeurs) et technique (multimètre/binoculaire) est obligatoire pour éviter tout court-circuit.